Introduction
High frequency welding pipe machine is the core equipment for the production of longitudinal welded pipes. Relying on the skin effect and proximity effect of high-frequency current, it realizes continuous strip forming, rapid welding and finishing. It has become the mainstream processing equipment in metallurgy, construction, energy and other pipe manufacturing industries.
Compared with traditional welding equipment, high frequency welding pipe machines feature high production efficiency, excellent weld quality, low energy consumption and high automation. They can stably produce round pipes, square and rectangular pipes, and are compatible with low-carbon steel, alloy steel and other raw materials. In modern industrial manufacturing, lightweight and high-strength metal pipes are in growing demand, which further promotes the widespread application of high-frequency welding technology. With the continuous upgrading of industrialization and infrastructure construction, the performance requirements for welded pipes are becoming more stringent, such as higher dimensional accuracy, better weld toughness and stronger corrosion resistance. This article comprehensively analyzes the working principle, structural composition, key parameters, production process, technical advantages and application scenarios of high frequency welding pipe machines, with data tables and picture marks for intuitive display, helping industry practitioners fully understand the core performance and practical value of this key equipment, and providing reference for equipment selection, operation and maintenance.
Working Principle of High Frequency Welding Pipe Machine
The core welding mechanism is high-frequency electromagnetic induction heating combined with squeeze welding, which mainly depends on two physical effects of high-frequency current.
1. Skin Effect
When high-frequency current passes through metal, it concentrates on the material surface instead of distributing evenly. The higher the frequency, the shallower the current penetration depth. It rapidly heats the pipe edge locally, narrows the heat-affected zone and avoids overall structural deformation of the pipe. This targeted heating mode effectively protects the overall mechanical properties of the pipe base material, avoiding softening or structural damage caused by large-area high-temperature heating in traditional welding methods. For example, in the welding of thin-walled pipes, the skin effect can prevent the pipe from being burned through due to excessive heating, ensuring the integrity of the pipe structure and the stability of wall thickness.
2. Proximity Effect
When two adjacent strip edges pass high-frequency current simultaneously, the current further converges on the joint surface. The pipe edge is instantly heated to 1200℃–1500℃ to reach a molten state, providing reliable conditions for high-strength welding. The precise aggregation of heat energy ensures that only the welding joint reaches the forming temperature, greatly improving welding stability and reducing defective rate in mass production. At the same time, the rapid heating process shortens the time that the metal is in the high-temperature state, reducing the oxidation of the weld and improving the purity of the weld metal.
3. Welding and Forming Process
The high-frequency power supply converts industrial frequency current into high-frequency current, which is transmitted to the strip edges through induction coils or contact electrodes. The molten metal is extruded and fused by squeeze rollers to form a dense weld. The whole heating and welding process is completed in an instant, with fast speed and stable forming quality. Without additional welding wires or fluxes, the whole welding process is clean and environmentally friendly, which not only simplifies the production process but also effectively reduces auxiliary material costs and later cleaning work. In addition, the extrusion force of the squeeze roller can eliminate the air holes and gaps in the molten metal, making the weld structure dense and the mechanical properties close to the base metal, which is particularly important for pipes used in high-pressure and high-corrosion environments.
Main Structure and Core Components
The high frequency welding pipe production line adopts a modular integrated design, consisting of multiple collaborative functional units.

1. Feeding and Pre-processing Unit
It includes uncoiler, leveling machine and end shearing & welding machine. It realizes automatic steel coil unfolding, strip flatness correction and continuous material connection, ensuring uninterrupted production. Stable feeding quality is the premise of qualified pipe products. This unit can effectively eliminate material defects such as edge warping and surface unevenness, laying a solid foundation for subsequent precise forming and welding.
2. Forming Unit
Composed of multiple groups of forming rollers, it gradually bends the flat strip into a tubular blank and forms a precise V-shaped joint, laying a foundation for subsequent high-frequency welding.
The gradient forming design avoids excessive stress concentration on the strip, prevents cracking at the edge, and ensures the seam clearance is controlled within the standard range to meet high-precision welding requirements.
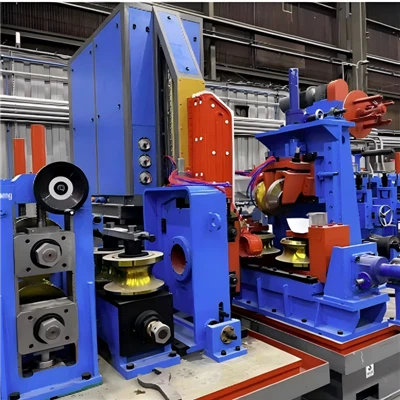
3. High-Frequency Welding Core Unit
As the key part of the whole line, it includes solid-state high-frequency generator, induction coil, impedance device and welding squeeze roller. The high-frequency power supply adjusts heating power stably; the internal impedance device reduces invalid energy consumption; the squeeze roller removes oxides and impurities to ensure weld compactness.
The optimized configuration of core welding components can adapt to different material thicknesses and hardness, realizing flexible adjustment of welding temperature and pressure, and greatly expanding the production adaptability of the unit.
4. Cooling and Sizing Unit
The circulating water cooling system rapidly cools the welded weld to stabilize the metal microstructure. The sizing and straightening rollers calibrate the outer diameter, roundness and straightness of the pipe to meet dimensional tolerance standards.
Timely cooling treatment can refine the internal metal grain of the weld, enhance tensile strength and corrosion resistance, while accurate sizing ensures the interchangeability of finished pipes for downstream assembly and engineering use.


5. Cutting and Finishing Unit
Equipped with high-speed flying saw and end trimming device, it realizes fixed-length cutting and deburring. Non-destructive testing equipment can be configured online to detect weld defects and improve product qualification rate. Online real-time detection can timely find hidden dangers such as welding cracks and air holes, realizing full quality control from production to finished products.
6. Intelligent Control System
Adopts PLC centralized control and human-machine touch screen operation. It realizes real-time adjustment of speed, power and pressure parameters, with automatic fault alarm and data storage functions. Intelligent operation reduces manual intervention difficulty, facilitates parameter storage and quick switching of different pipe specifications, and improves overall production flexibility and management efficiency.
Core Technical Parameters
The parameter configuration varies according to different production models. The mainstream ERW series parameter comparison is shown in the table below.
|
Parameter Item |
Small Model ERW50 |
Medium Model ERW89 |
Large Model ERW165 |
|
Pipe Diameter Range |
Φ20–Φ50mm |
Φ48–Φ89mm |
Φ114–Φ165mm |
|
Strip Thickness |
0.8–2.0mm |
1.5–3.0mm |
2.0–5.0mm |
|
Welding Frequency |
300–450kHz |
250–400kHz |
200–350kHz |
|
High-Frequency Power |
50–100kW |
150–250kW |
300–500kW |
|
Production Speed |
40–80m/min |
70–110m/min |
50–90m/min |
|
Main Applicable Materials |
Low-carbon Steel, Galvanized Steel |
Carbon Steel, Stainless Steel |
High-Strength Steel, Alloy Steel |
|
Outer Diameter Tolerance |
±0.1mm |
±0.15mm |
±0.2mm |
Standard Production Process
The high frequency welding pipe machine adopts continuous cyclic production.
- Raw material feeding, uncoiling, leveling and butt welding;
- Continuous roller forming to form tubular blank;
- High-frequency edge heating, extrusion welding and outer burr removal;
- Water cooling, sizing, straightening and shape correction;
- Fixed-length cutting, surface inspection and pressure testing;
- Finished product marking, packaging and storage.
The streamlined closed-loop process realizes seamless connection between each working procedure, effectively shortening production cycle, reducing intermediate handling links, and lowering the risk of pipe surface scratch and deformation.
Core Technical Advantages
1. High Production Efficiency
The welding speed is far higher than traditional welding processes. It supports continuous 24-hour operation and greatly improves daily output for mass production.
2. Superior Weld Performance
The heat-affected zone is narrow with uniform grain structure. Without welding filler, the weld features high density, airtightness and mechanical strength consistent with the base metal.
3. Energy Saving & Cost Reduction
Highly concentrated heating improves thermal efficiency and reduces comprehensive energy consumption. The high automation level cuts labor costs and improves raw material utilization.
4. Strong Compatibility
By replacing forming rollers and adjusting process parameters, the production line can switch between round pipes, square pipes and special-shaped pipes, meeting diversified production demands. One machine with multiple functions helps manufacturers respond quickly to market order changes and enhance market competitiveness.
Wide Application Fields
High-frequency welded pipes manufactured by this equipment are widely used in multiple industries:
- Construction industry: Scaffolding pipes, fire protection pipes, steel structure rectangular pipes;
- Energy industry: Oil and gas transmission pipes, solar support pipes;
- Mechanical manufacturing: Automobile structural pipes, hydraulic pipeline accessories;
- Municipal engineering: Guardrail pipes, street lamp poles and municipal supporting pipes.
With stable quality and cost advantages, high-frequency welded pipes have become the preferred material for many infrastructure and industrial supporting projects.
Conclusion
As indispensable core manufacturing equipment in the steel pipe industry, high frequency welding pipe machines combine electromagnetism, mechanical manufacturing and intelligent control technology. With reliable working principles and mature structural design, it achieves high-efficiency, low-cost and high-quality pipe production.
With the upgrading of intelligent manufacturing and green production requirements, high frequency welding pipe machines are developing towards higher precision, energy conservation and multi-material adaptation. Driven by technological iteration, future equipment will integrate more intelligent monitoring and remote control functions, further reducing operation costs and optimizing production efficiency. It will continuously empower the high-quality development of the steel processing industry and create higher economic value for downstream manufacturing and engineering construction fields.